湖(hú)北立式鑽床(chuáng)制造
發布時(shí)間:2025-12-07 01:48:46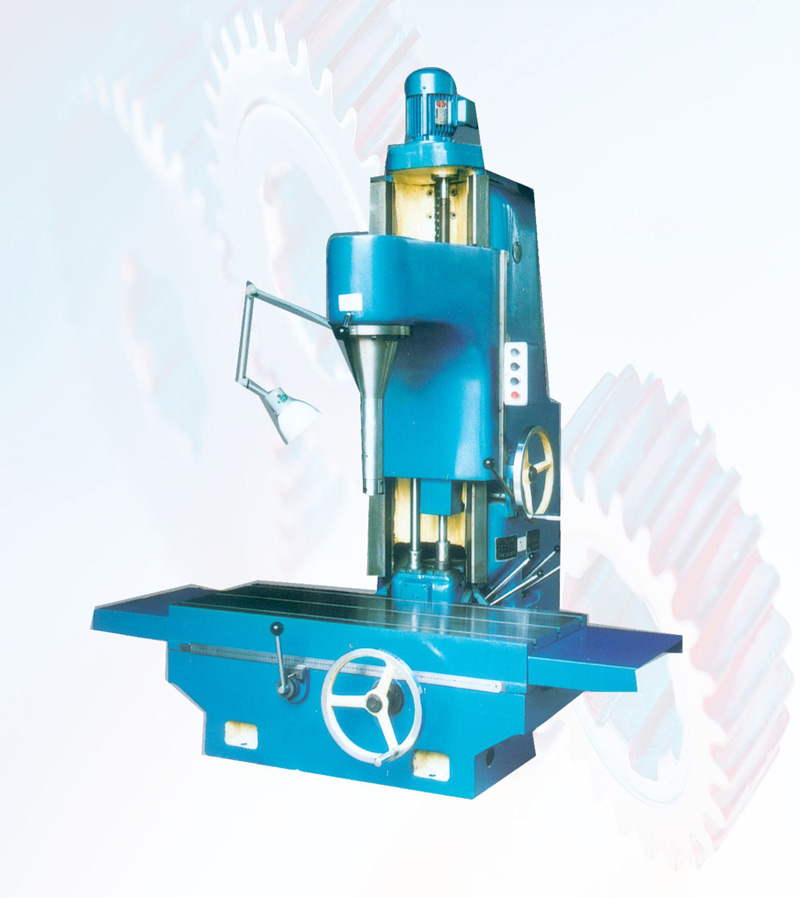
湖(hu)北立式鑽床(chuáng)制造
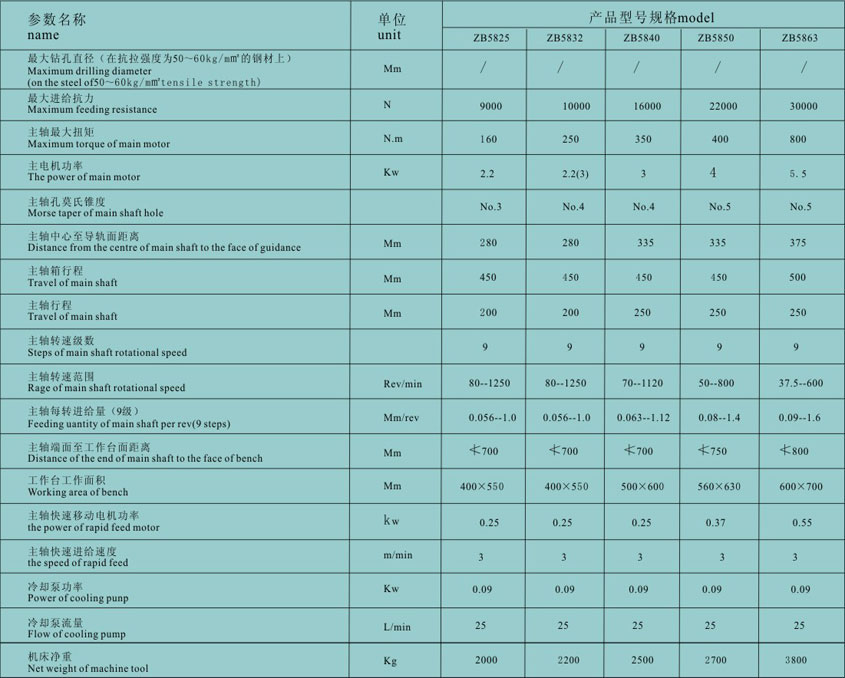
立式鑽(zuan)床簡稱立鑽(zuan),立式鑽床主(zhǔ)要由主軸、主(zhu)軸變逨箱、進(jin)🛀給箱🈲、立柱、工(gōng)作台和機座(zuò)組成。立式鑽(zuan)床可以自動(dòng)進給,它的功(gōng)率和機構強(qiang)度允許采用(yong)較高的切削(xuē)用量,因此用(yong)這種鑽床💚可(kě)獲得較高的(de)勞動生産率(lü),并可獲得較(jiào)高的加工精(jing)度,立式鑽床(chuang)的主軸轉速(sù)、進給🥰量都有(you)較大的變動(dong)範圍,可以适(shì)應不同材料(liao)的刀具在不(bú)同材料的♈工(gōng)件上的加工(gong)。并能适應鑽(zuan)、锪、鉸、攻螺紋(wen)等各種不同(tong)工藝的需要(yao),在立式鑽床(chuáng)上裝一套多(duo)軸傳動頭,能(neng)可時鑽削幾(jǐ)十個孔,可作(zuo)為批量生産(chǎn)的專用機床(chuang)使用。電動機(ji)的動📧力經皮(pí)帶傳給主軸(zhóu)變速箱,再由(you)主軸變🧡速筘(kòu)變速後傳給(gěi)主軸👄,使主軸(zhóu)帶動鑽頭作(zuo)所需要的各(ge)種轉速的旋(xuán)轉,從而實現(xian)裝在主軸上(shàng)的刀具的運(yun)動。切削時一(yī)般鑽小孔轉(zhuan)速高些,反之(zhi)亦然。立鑽的(de)變速箱與車(chē)床的變逨箱(xiāng)相似,電動機(jī)的動力也傳(chuan)給進給箱,使(shi)主軸自動作(zuò)軸向進給運(yun)動,利用手柄(bing),也可實現手(shou)動軸向進給(gěi)。扫黑风暴百度云❌资源🚩進給👈箱和工(gong)作台可沿立(li)柱導♉軌上下(xia)移動,以适應(ying)各種尺寸工(gong)件的加工。
湖北立(li)式鑽床制造(zào)
銑床按結構(gou)分:平面銑床(chuáng):用于銑削平(ping)面和成形面(mian)的😘銑床。仿形(xing)✍️銑床:對工件(jian)進行仿形加(jiā)工的銑床。一(yī)🌈般用于加工(gong)複㊙️雜形狀工(gōng)件。升降台銑(xǐ)床:具有可沿(yan)床身導🐕軌垂(chui)直移動的升(sheng)降台的銑床(chuang),通常安裝在(zài)升降台上的(de)工作台和滑(huá)鞍可分别作(zuo)縱向、橫向移(yi)動。搖臂銑床(chuang):搖臂銑床亦(yi)🎯可稱為炮塔(ta)🏃🏻♂️銑床,搖臂銑(xǐ),萬能銑,機床(chuang)的炮塔銑床(chuang)是一種輕型(xing)通用金屬切(qie)削機床,具有(you)立、卧銑兩種(zhǒng)功能,可銑削(xuē)中、小零件的(de)平面、斜面、溝(gōu)槽和花鍵等(děng)。床身式銑床(chuang)☁️:工作台不能(neng)升降,可沿床(chuang)座導軌作⛷️縱(zòng)向、橫向移動(dòng),銑頭或立柱(zhù)🌐可作垂直移(yí)動的銑床。專(zhuan)用銑床:例如(rú)工具銑床:用(yong)🔞于銑削工具(jù)模具的銑床(chuáng)🧑🏾🤝🧑🏼,加工精度高(gāo),加工形狀複(fú)🐉雜。
湖(hu)北立式鑽床(chuang)制造
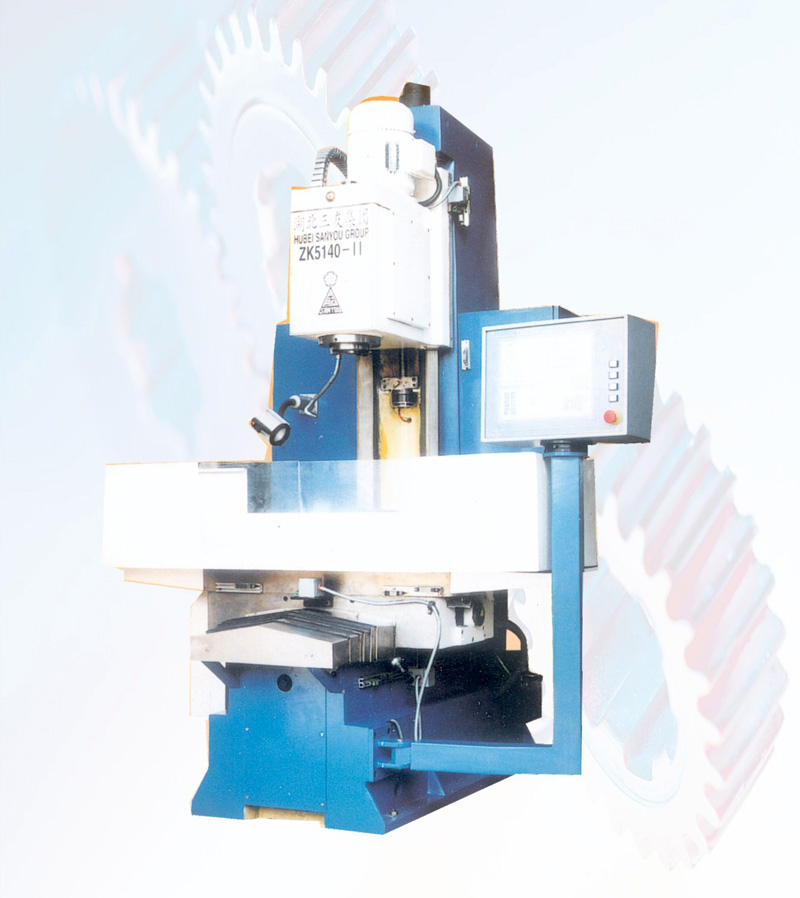
在切削(xue)加工中應于(yu)多直線控制(zhi)數控機床。直(zhí)線控制數控(kong)🤩機床可控制(zhì)刀具或工作(zuò)台适當的進(jin)給速度,沿平(ping)行于坐☂️标軸(zhou)的方向進行(háng)直線移動和(he)切削加工,進(jìn)🥰給速度根據(ju)切削條件可(kě)在一定範圍(wei)内調整。直線(xian)控制的簡易(yì)數控車床🐪,隻(zhi)有兩個✍️坐标(biāo)軸,可用于加(jia)工台階軸。直(zhí)線控🔞制的數(shu)控車床有三(sān)個坐标軸,可(ke)用于平面的(de)銑削加工。現(xian)代組合機床(chuáng)采用♉數控進(jin)給伺服系統(tǒng),驅動動力頭(tóu)帶着多個軸(zhóu)箱沿☀️軸✌️向進(jìn)給,進行切削(xuē)🤞加工,它也可(kě)以算作一種(zhǒng)直線控制的(de)數控機床。
湖北立(li)式鑽床制造(zao)
湖北(běi)立式鑽床制(zhi)造
銑削的進(jin)給方法的選(xuǎn)擇:(1)銑削内槽(cao)時的進給路(lù)途:龍門銑床(chuang)加工工藝都(dōu)選用平底立(li)銑刀,銑削的(de)方法有行切(qiē)🛀🏻法和環切法(fǎ)及兩種方法(fa)混合,這兩種(zhong)方法優缺點(dian)是行切法會(hui)在銑削的起(qǐ)點和結束留(liu)下殘留,表面(mian)㊙️粗糙度達不(bu)到要求,但進(jin)給路💋途短;環(huán)切💘法能抵達(da)粗🈲糙度要求(qiú),但刀位點的(de)核算比較複(fú)雜💯。(2)銑削曲面(mian)歸納❤️的進給(gei)路途:加工方(fang)法通常是用(yòng)球形刀,選用(yòng)行切法進行(háng)加工,經過操(cāo)控刀具切削(xuē)時行間的距(ju)離來滿足工(gong)件加工精度(dù)的要示。因為(wei)曲🌐面鴻溝沒(mei)有其表面的(de)約束,所以球(qiu)形刀從鴻溝(gou)處開端切入(ru)。